Jedan pregled
U procesu proizvodnje integriranih krugova, fotolitografija je temeljni proces koji određuje razinu integracije integriranih krugova. Funkcija ovog procesa je vjerno prenijeti i prenijeti grafičke informacije sklopa s maske (također se naziva maska) na supstrat poluvodičkog materijala.
Osnovno načelo procesa fotolitografije je korištenje fotokemijske reakcije fotorezista presvučenog na površinu supstrata za snimanje uzorka kruga na maski, čime se postiže svrha prijenosa uzorka integriranog kruga s dizajna na supstrat.
Osnovni postupak fotolitografije
Prvo se fotorezist nanosi na površinu supstrata pomoću stroja za premazivanje;
Zatim se fotolitografski stroj koristi za izlaganje supstrata obloženog fotorezistom, a mehanizam fotokemijske reakcije koristi se za snimanje informacija o uzorku maske koje prenosi fotolitografski stroj, dovršavajući vjerni prijenos, prijenos i replikaciju uzorka maske na podlogu;
Na kraju, razvijač se koristi za razvijanje izložene podloge kako bi se uklonio (ili zadržao) fotootporni materijal koji je podvrgnut fotokemijskoj reakciji nakon izlaganja.
Drugi postupak fotolitografije
Kako bi se dizajnirani uzorak strujnog kruga na maski prenio na silicijsku pločicu, prijenos se najprije mora postići postupkom izlaganja, a zatim se silicijski uzorak mora dobiti postupkom jetkanja.
Budući da se za osvjetljavanje procesnog područja fotolitografije koristi žuti izvor svjetlosti na koji su fotoosjetljivi materijali neosjetljivi, naziva se i područje žutog svjetla.
Fotolitografija je prvi put korištena u tiskarskoj industriji i bila je glavna tehnologija za ranu proizvodnju PCB-a. Od 1950-ih fotolitografija je postupno postala glavna tehnologija za prijenos uzoraka u proizvodnji IC-a.
Ključni pokazatelji procesa litografije uključuju rezoluciju, osjetljivost, točnost preklapanja, stopu grešaka itd.
Najkritičniji materijal u procesu fotolitografije je fotorezist, koji je fotoosjetljiv materijal. Budući da osjetljivost fotootpornog materijala ovisi o valnoj duljini izvora svjetlosti, za procese fotolitografije potrebni su različiti fotootporni materijali kao što su g/i linija, 248 nm KrF i 193 nm ArF.
Glavni proces tipičnog procesa fotolitografije uključuje pet koraka
:
-Priprema temeljnog filma;
-Nanesite fotorezist i soft bake;
-Poravnanje, izlaganje i pečenje nakon izlaganja;
- Razviti tvrdi film;
-Detekcija razvoja.
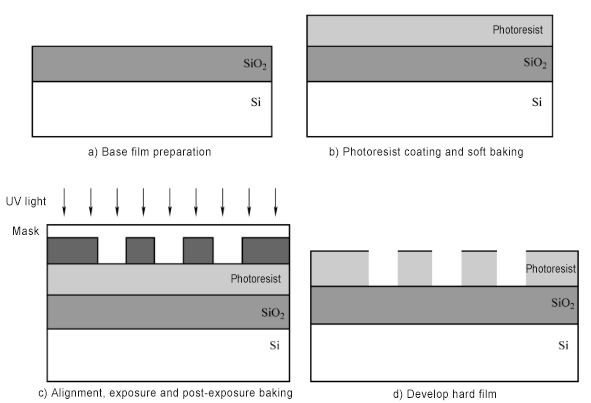
(1)Priprema temeljnog filma: uglavnom čišćenje i dehidracija. Budući da će bilo kakva onečišćenja oslabiti prianjanje između pločice i fotootporne ploče, temeljito čišćenje može poboljšati prianjanje između pločice i fotootporne ploče.
(2)Fotorezist premaz: To se postiže rotiranjem silikonske pločice. Različiti fotorezisti zahtijevaju različite parametre postupka nanošenja premaza, uključujući brzinu rotacije, debljinu fotorezista i temperaturu.
Meko pečenje: Pečenje može poboljšati prianjanje između fotorezista i silikonske pločice, kao i ujednačenost debljine fotorezista, što je korisno za preciznu kontrolu geometrijskih dimenzija naknadnog procesa jetkanja.
(3)Usklađivanje i izlaganje: Poravnanje i ekspozicija najvažniji su koraci u procesu fotolitografije. Odnose se na poravnavanje uzorka maske s postojećim uzorkom na vaferu (ili uzorku prednjeg sloja), a zatim ga ozračuju određenim svjetlom. Svjetlosna energija aktivira fotoosjetljive komponente u fotorezistu, prenoseći na taj način uzorak maske na fotorezist.
Oprema koja se koristi za poravnanje i ekspoziciju je stroj za fotolitografiju, koji je najskuplji pojedinačni komad procesne opreme u cijelom procesu proizvodnje integriranog kruga. Tehnička razina stroja za fotolitografiju predstavlja razinu naprednosti cijele proizvodne linije.
Pečenje nakon izlaganja: odnosi se na kratki proces pečenja nakon izlaganja, koji ima drugačiji učinak nego kod dubokih ultraljubičastih fotootpornih materijala i konvencionalnih i-line fotootpornih materijala.
Za duboki ultraljubičasti fotorezist, pečenje nakon izlaganja uklanja zaštitne komponente u fotorezistu, dopuštajući fotorezistu da se otopi u razvijaču, tako da je potrebno pečenje nakon izlaganja;
Za konvencionalne i-line fotoreziste, pečenje nakon izlaganja može poboljšati prianjanje fotorezista i smanjiti stojne valove (stojni valovi će imati negativan učinak na rubnu morfologiju fotorezista).
(4)Razvijanje tvrdog filma: korištenje razvijača za otapanje topljivog dijela fotootpora (pozitivni fotootpor) nakon izlaganja i točan prikaz uzorka maske s uzorkom fotootpora.
Ključni parametri procesa razvijanja uključuju temperaturu i vrijeme razvijanja, dozu i koncentraciju razvijača, čišćenje itd. Podešavanjem relevantnih parametara u razvijanju, razlika u brzini otapanja između eksponiranih i neeksponiranih dijelova fotorezista može se povećati, čime se postizanje željenog razvojnog učinka.
Stvrdnjavanje je također poznato kao pečenje za stvrdnjavanje, što je postupak uklanjanja preostalog otapala, razvijača, vode i drugih nepotrebnih zaostalih komponenti u razvijenom fotorezistu njihovim zagrijavanjem i isparavanjem, kako bi se poboljšalo prianjanje fotorezista na silikonsku podlogu i otpornost na jetkanje fotorezista.
Temperatura procesa stvrdnjavanja varira ovisno o različitim fotorezistima i metodama stvrdnjavanja. Pretpostavka je da se uzorak fotorezista ne deformira i fotorezist treba biti dovoljno čvrst.
(5)Razvojna inspekcija: Ovo služi za provjeru nedostataka u uzorku fotorezista nakon razvijanja. Obično se tehnologija prepoznavanja slike koristi za automatsko skeniranje uzorka čipa nakon razvoja i njegovu usporedbu s unaprijed pohranjenim standardnim uzorkom bez nedostataka. Ako se pronađe bilo kakva razlika, smatra se da je neispravan.
Ako broj nedostataka premaši određenu vrijednost, smatra se da silikonska pločica nije prošla razvojni test i može se odbaciti ili preraditi prema potrebi.
U procesu proizvodnje integriranog sklopa, većina procesa je nepovratna, a fotolitografija je jedan od rijetkih procesa koji se može preraditi.
Tri fotomaske i fotorezist materijali
3.1 Fotomaska
Fotomaska, također poznata kao fotolitografska maska, je master koji se koristi u procesu fotolitografije u proizvodnji pločica integriranog kruga.
Proces proizvodnje fotomaske je pretvaranje izvornih podataka o rasporedu potrebnih za proizvodnju pločica koje su dizajnirali inženjeri za dizajn integriranih krugova u format podataka koji mogu prepoznati generatori laserskih uzoraka ili oprema za izlaganje elektronskom snopu kroz obradu podataka maske, tako da se mogu izložiti gore navedena oprema na materijalu supstrata fotomaske obloženom fotoosjetljivim materijalom; zatim se obrađuje nizom postupaka kao što su razvijanje i jetkanje kako bi se fiksirao uzorak na materijalu podloge; konačno, pregledava se, popravlja, čisti i laminira filmom kako bi se formirala maska i isporučuje proizvođaču integriranog kruga na korištenje.
3.2 Fotorezist
Fotorezist, poznat i kao fotorezist, je fotoosjetljivi materijal. Fotoosjetljive komponente u njoj doživjet će kemijske promjene pod zračenjem svjetlosti, uzrokujući tako promjene u brzini otapanja. Njegova glavna funkcija je prenijeti uzorak s maske na podlogu kao što je napolitanka.
Princip rada fotorezista: Prvo se fotorezist nanosi na podlogu i prethodno peče kako bi se uklonilo otapalo;
Drugo, maska je izložena svjetlu, što uzrokuje kemijsku reakciju fotoosjetljivih komponenti u izloženom dijelu;
Zatim se izvodi pečenje nakon izlaganja;
Konačno, fotorezist se djelomično otapa razvijanjem (za pozitivni fotorezist, izloženo područje se otapa; za negativni fotorezist, neeksponirano područje se otapa), čime se ostvaruje prijenos uzorka integriranog kruga s maske na podlogu.
Komponente fotorezista uglavnom uključuju smolu koja stvara film, fotoosjetljivu komponentu, aditive u tragovima i otapalo.
Među njima, smola koja stvara film koristi se za osiguranje mehaničkih svojstava i otpornosti na jetkanje; fotoosjetljiva komponenta prolazi kroz kemijske promjene pod svjetlom, što uzrokuje promjene u brzini otapanja;
Dodaci u tragovima uključuju boje, pojačivače viskoznosti, itd., koji se koriste za poboljšanje učinka fotorezista; otapala se koriste za otapanje komponenti i njihovo ravnomjerno miješanje.
Fotorezisti koji su trenutno u širokoj upotrebi mogu se podijeliti na tradicionalne fotoreziste i kemijski pojačane fotoreziste prema mehanizmu fotokemijske reakcije, a također se mogu podijeliti na ultraljubičaste, duboke ultraljubičaste, ekstremne ultraljubičaste, elektronske zrake, ionske zrake i fotoreziste rendgenskih zraka prema fotoosjetljivost valne duljine.
Četiri opreme za fotolitografiju
Tehnologija fotolitografije prošla je kroz razvojni proces kontaktne/blizinske litografije, litografije optičke projekcije, litografije koraka i ponavljanja, skenirajuće litografije, imerzijske litografije i EUV litografije.
4.1 Stroj za kontaktnu/blizinsku litografiju
Tehnologija kontaktne litografije pojavila se 1960-ih, a naširoko je korištena 1970-ih. Bila je to glavna metoda litografije u eri malih integriranih sklopova i uglavnom se koristila za proizvodnju integriranih sklopova s veličinama značajki većim od 5 μm.
U stroju za kontaktnu/proximity litografiju, pločica se obično postavlja na ručno kontrolirani horizontalni položaj i rotirajući radni stol. Operater koristi diskretni terenski mikroskop za istovremeno promatranje položaja maske i pločice te ručno kontrolira položaj radnog stola kako bi poravnao masku i pločicu. Nakon što su vafel i maska poravnati, njih dvoje će se pritisnuti zajedno tako da maska bude u izravnom kontaktu s fotorezistom na površini vafla.
Nakon uklanjanja objektiva mikroskopa, prešana pločica i maska se premještaju na stol za ekspoziciju radi ekspozicije. Svjetlost koju emitira živina žarulja kolimirana je i paralelna s maskom kroz leću. Budući da je maska u izravnom kontaktu sa slojem fotorezista na pločici, uzorak maske se nakon izlaganja prenosi na sloj fotorezista u omjeru 1:1.
Oprema za kontaktnu litografiju najjednostavnija je i najekonomičnija oprema za optičku litografiju i može postići ekspoziciju grafike veličine submikrona, pa se još uvijek koristi u proizvodnji proizvoda malih serija i laboratorijskim istraživanjima. U velikoj proizvodnji integriranih sklopova uvedena je tehnologija proximity litografije kako bi se izbjeglo povećanje troškova litografije uzrokovano izravnim kontaktom između maske i pločice.
Proximity litografija naširoko se koristila 1970-ih tijekom ere malih integriranih krugova i rane ere srednjih integriranih krugova. Za razliku od kontaktne litografije, kod proximity litografije maska nije u izravnom kontaktu s fotorezistom na pločici, već je ostavljena praznina ispunjena dušikom. Maska pluta na dušiku, a veličina razmaka između maske i pločice određena je tlakom dušika.
Budući da nema izravnog kontakta između pločice i maske u proximity litografiji, defekti uvedeni tijekom procesa litografije su smanjeni, čime se smanjuje gubitak maske i poboljšava iskorištenje pločice. U proximity litografiji, razmak između pločice i maske stavlja pločicu u područje Fresnelove difrakcije. Prisutnost difrakcije ograničava daljnje poboljšanje rezolucije opreme za proximity litografiju, tako da je ova tehnologija uglavnom prikladna za proizvodnju integriranih sklopova s veličinama značajki iznad 3 μm.
4.2 Steper i repetitor
Steper je jedna od najvažnijih oprema u povijesti litografije pločica, koja je promovirala proces submikronske litografije u masovnu proizvodnju. Steper koristi tipično statičko polje ekspozicije od 22 mm × 22 mm i optičku projekcijsku leću s omjerom redukcije od 5:1 ili 4:1 za prijenos uzorka s maske na pločicu.
Stroj za litografiju s korakom i ponavljanjem općenito se sastoji od podsustava ekspozicije, podsustava stupnja izratka, podsustava stupnja maske, podsustava fokusa/niveliranja, podsustava poravnanja, podsustava glavnog okvira, podsustava prijenosa pločice, podsustava prijenosa maske , elektronički podsustav i softverski podsustav.
Tipični radni proces stroja za litografiju s korakom i ponavljanjem je sljedeći:
Prvo, pločica obložena fotorezistom prenosi se na stol obratka korištenjem podsustava za prijenos pločica, a maska koju treba izložiti prenosi se na stol maske korištenjem podsustava prijenosa maske;
Zatim, sustav koristi podsustav za fokusiranje/niveliranje za izvođenje mjerenja visine u više točaka na pločici na radnoj površini za dobivanje informacija kao što su visina i kut nagiba površine pločice koja se izlaže, tako da područje izloženosti pločica se uvijek može kontrolirati unutar žarišne dubine projekcijskog objektiva tijekom procesa ekspozicije;Nakon toga, sustav koristi podsustav za poravnanje za poravnavanje maske i pločice tako da je tijekom procesa ekspozicije točnost položaja slike maske i prijenos uzorka pločice uvijek unutar zahtjeva za prekrivanje.
Konačno, radnja koraka i izlaganja cijele površine pločice je dovršena u skladu s propisanim putem kako bi se ostvarila funkcija prijenosa uzorka.
Naknadni stroj za litografiju sa koračnim i skenerom temelji se na gore navedenom osnovnom radnom procesu, poboljšavajući korake → izlaganje skeniranju → izlaganje i fokusiranje/niveliranje → poravnanje → izlaganje na dvostupanjskom modelu za mjerenje (fokusiranje/niveliranje → poravnanje) i skeniranje izlaganje paralelno.
U usporedbi sa strojem za litografiju s korakom i skeniranjem, stroj za litografiju s korakom i ponavljanjem ne treba postići sinkrono obrnuto skeniranje maske i pločice i ne zahtijeva stol maske za skeniranje i sustav kontrole sinkronog skeniranja. Stoga je struktura relativno jednostavna, cijena je relativno niska, a rad je pouzdan.
Nakon što je IC tehnologija ušla u 0,25 μm, primjena litografije s korakom i ponavljanjem počela je opadati zbog prednosti litografije s korakom i skeniranjem u veličini polja ekspozicije skeniranja i ujednačenosti ekspozicije. Trenutačno najnovija litografija s korakom i ponavljanjem koju nudi Nikon ima vidljivo polje statične ekspozicije jednako veliko kao kod litografije s korakom i skeniranjem i može obraditi više od 200 pločica na sat, s iznimno visokom učinkovitošću proizvodnje. Ova vrsta litografskog stroja trenutno se uglavnom koristi za proizvodnju nekritičnih IC slojeva.
4.3 Koračni skener
Primjena step-and-scan litografije započela je 1990-ih. Konfiguriranjem različitih izvora svjetla ekspozicije, step-and-scan tehnologija može podržati različite procesne tehnološke čvorove, od 365nm, 248nm, 193nm imerzije do EUV litografije. Za razliku od step-and-repeat litografije, ekspozicija jednog polja kod step-and-scan litografije usvaja dinamičko skeniranje, to jest, ploča maske dovršava pokret skeniranja sinkrono u odnosu na pločicu; nakon što je trenutno izlaganje polja završeno, pločica se nosi od radnog dijela i prelazi na sljedeći položaj polja skeniranja, a ponovljeno izlaganje se nastavlja; ponovite ekspoziciju korak-i-sken više puta dok sva polja cijele pločice ne budu eksponirana.
Konfiguriranjem različitih vrsta izvora svjetlosti (kao što su i-line, KrF, ArF), stepper-skener može podržati gotovo sve tehnološke čvorove poluvodičkog front-end procesa. Tipični CMOS procesi temeljeni na siliciju usvojili su koračne skenere u velikim količinama od čvora od 0,18 μm; ekstremno ultraljubičasti (EUV) litografski strojevi koji se trenutno koriste u procesnim čvorovima ispod 7nm također koriste koračno skeniranje. Nakon djelomične adaptivne modifikacije, koračni skener također može podržati istraživanje, razvoj i proizvodnju mnogih procesa koji se ne temelje na siliciju, kao što su MEMS, uređaji za napajanje i RF uređaji.
Glavni proizvođači strojeva za projekcijsku litografiju korak-i-sken su ASML (Nizozemska), Nikon (Japan), Canon (Japan) i SMEE (Kina). ASML je 2001. lansirao TWINSCAN seriju strojeva za litografiju korak-i-sken. Usvaja arhitekturu dvostupanjskog sustava, koja može učinkovito poboljšati izlaznu brzinu opreme i postao je najrašireniji vrhunski stroj za litografiju.
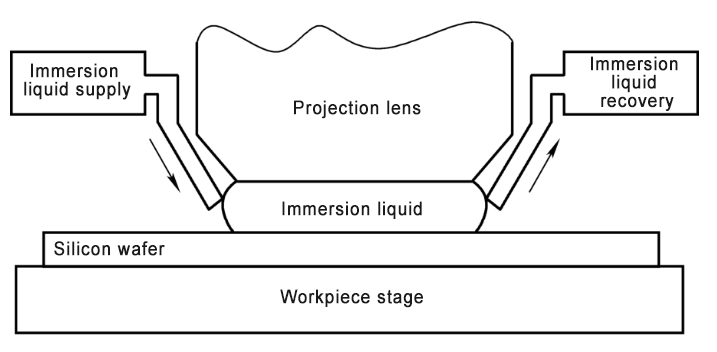
4.4 Imerziona litografija
Iz Rayleighove formule može se vidjeti da je, kada valna duljina ekspozicije ostaje nepromijenjena, učinkovit način za daljnje poboljšanje rezolucije slike povećanje numeričke aperture slikovnog sustava. Za razlučivosti slike ispod 45 nm i više ArF metoda suhe ekspozicije više ne može zadovoljiti zahtjeve (jer podržava maksimalnu rezoluciju slike od 65 nm), pa je potrebno uvesti metodu imerzijske litografije. U tradicionalnoj litografskoj tehnologiji medij između leće i fotorezista je zrak, dok tehnologija uronjene litografije zračni medij zamjenjuje tekućinom (obično ultračistom vodom s indeksom loma 1,44).
Zapravo, tehnologija uronjene litografije koristi skraćivanje valne duljine izvora svjetlosti nakon što svjetlost prođe kroz tekući medij kako bi se poboljšala rezolucija, a omjer skraćivanja je indeks loma tekućeg medija. Iako je imerzijski litografski stroj vrsta step-and-scan litografskog stroja, a rješenje njegovog sustava opreme nije promijenjeno, radi se o modifikaciji i proširenju ArF step-and-scan litografskog stroja zbog uvođenja ključnih tehnologija povezanih do uranjanja.
Prednost uronjene litografije je u tome što je, zbog povećanja numeričke aperture sustava, poboljšana sposobnost razlučivosti slike litografskog stroja sa koračnim skenerom, koji može zadovoljiti zahtjeve procesa rezolucije slike ispod 45 nm.
Budući da stroj za uronjenu litografiju još uvijek koristi ArF izvor svjetlosti, zajamčen je kontinuitet procesa, čime se štede troškovi istraživanja i razvoja izvora svjetlosti, opreme i procesa. Na toj osnovi, u kombinaciji s višestrukom grafikom i tehnologijom računalne litografije, stroj za uronjenu litografiju može se koristiti u procesnim čvorovima od 22 nm i nižim. Prije nego što je EUV litografski stroj službeno pušten u masovnu proizvodnju, imerzioni litografski stroj bio je široko korišten i mogao je zadovoljiti procesne zahtjeve 7nm čvora. Međutim, zbog uvođenja tekućine za uranjanje, inženjerske poteškoće same opreme značajno su porasle.
Njegove ključne tehnologije uključuju tehnologiju dovoda i povrata imerzijske tekućine, tehnologiju održavanja imerzijskog polja tekućine, tehnologiju kontrole zagađenja i defekata imerzijskom litografijom, razvoj i održavanje imerzijskih projekcijskih leća s ultravelikim numeričkim otvorom i tehnologiju detekcije kvalitete slike u uvjetima uranjanja.
Trenutačno komercijalne ArFi strojeve za litografiju korak-i-sken uglavnom isporučuju dvije tvrtke, naime ASML iz Nizozemske i Nikon iz Japana. Među njima, cijena jednog ASML NXT1980 Di je oko 80 milijuna eura.
4.5 Stroj za ultraljubičastu litografiju
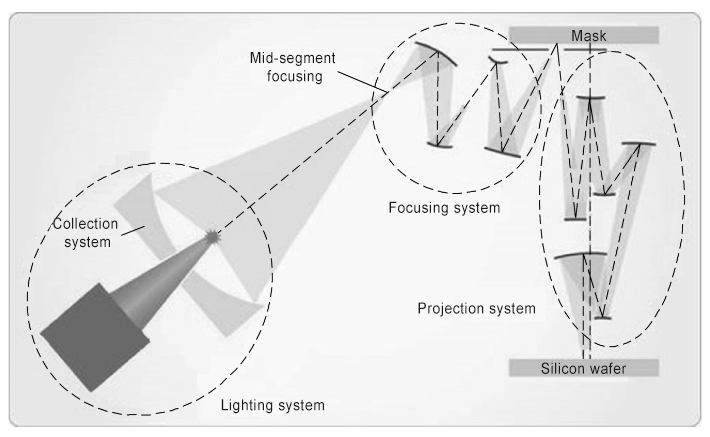
Kako bi se poboljšala razlučivost fotolitografije, valna duljina ekspozicije dodatno se skraćuje nakon što se usvoji excimer izvor svjetlosti, a kao izvor svjetlosti ekspozicije uvodi se ekstremno ultraljubičasto svjetlo valne duljine od 10 do 14 nm. Valna duljina ekstremnog ultraljubičastog svjetla izuzetno je kratka, a reflektirajući optički sustav koji se može koristiti obično se sastoji od višeslojnih filmskih reflektora kao što su Mo/Si ili Mo/Be.
Među njima, teorijska maksimalna reflektivnost višeslojnog Mo/Si filma u rasponu valnih duljina od 13,0 do 13,5 nm je oko 70%, a teoretska maksimalna reflektivnost Mo/Be višeslojnog filma na kraćoj valnoj duljini od 11,1 nm je oko 80%. Iako je reflektivnost Mo/Be višeslojnih filmskih reflektora veća, Be je vrlo toksičan, pa je istraživanje takvih materijala napušteno pri razvoju tehnologije EUV litografije.Trenutna EUV litografska tehnologija koristi Mo/Si višeslojni film, a njegova valna duljina izloženosti također je određena na 13,5 nm.
Glavni izvor ekstremnog ultraljubičastog svjetla koristi tehnologiju laserski proizvedene plazme (LPP), koja koristi lasere visokog intenziteta za pobuđivanje vruće taljive Sn plazme da emitira svjetlost. Dugo su vrijeme snaga i dostupnost izvora svjetlosti bili uska grla koja su ograničavala učinkovitost EUV litografskih strojeva. Kroz pojačalo snage glavnog oscilatora, tehnologiju prediktivne plazme (PP) i tehnologiju čišćenja zrcala za sakupljanje na licu mjesta, snaga i stabilnost EUV izvora svjetlosti znatno su poboljšani.
EUV litografski stroj uglavnom se sastoji od podsustava kao što su izvor svjetlosti, osvjetljenje, leća objektiva, pozornica obratka, pozornica maske, poravnanje pločice, fokusiranje/niveliranje, prijenos maske, prijenos pločice i vakuumski okvir. Nakon prolaska kroz sustav osvjetljenja koji se sastoji od višeslojno obloženih reflektora, ekstremno ultraljubičasto svjetlo zrači se na reflektirajuću masku. Svjetlost koju reflektira maska ulazi u optički sustav za potpunu refleksiju koji se sastoji od niza reflektora, a na kraju se reflektirana slika maske projicira na površinu pločice u vakuumskom okruženju.
Vidno polje ekspozicije i vidno polje slike EUV litografskog stroja su u obliku luka, a metoda skeniranja korak po korak koristi se za postizanje pune ekspozicije pločice kako bi se poboljšala izlazna brzina. ASML-ov najnapredniji EUV litografski stroj serije NXE koristi izvor svjetla za ekspoziciju s valnom duljinom od 13,5 nm, reflektirajuću masku (kosi upad od 6°), sustav reflektirajućih projekcijskih objektiva smanjenja 4x sa strukturom od 6 zrcala (NA=0,33), vidno polje skeniranja od 26 mm × 33 mm i okruženje izloženosti vakuumu.
U usporedbi sa strojevima za uronjenu litografiju, razlučivost jedne ekspozicije EUV litografskih strojeva koji koriste ekstremne ultraljubičaste izvore svjetlosti znatno je poboljšana, čime se može učinkovito izbjeći složeni proces potreban za višestruku fotolitografiju za oblikovanje grafike visoke rezolucije. Trenutačno, razlučivost pojedinačne ekspozicije NXE 3400B litografskog stroja s numeričkim otvorom od 0,33 doseže 13nm, a izlazna brzina doseže 125 komada/h.
Kako bi se zadovoljile potrebe daljnjeg proširenja Mooreova zakona, u budućnosti će EUV litografski strojevi s numeričkom aperturom od 0,5 usvojiti sustav projekcijskih objektiva sa središnjim blokiranjem svjetla, koristeći asimetrično povećanje od 0,25 puta/0,125 puta, i vidno polje ekspozicije skeniranja smanjit će se s 26 m × 33 mm na 26 mm × 16,5 mm, a razlučivost pojedinačne ekspozicije može doseći ispod 8nm.
———————————————————————————————————————————————————— ———————————
Semicera može pružitigrafitnih dijelova, mekani/kruti filc, dijelovi od silicij karbida, CVD dijelovi od silicij karbida, iDijelovi obloženi SiC/TaCs potpunim poluvodičkim procesom za 30 dana.
Ako ste zainteresirani za gore navedene poluvodičke proizvode,nemojte se ustručavati kontaktirati nas prvi put.
Tel: +86-13373889683
WhatsAPP: +86-15957878134
Email: sales01@semi-cera.com
Vrijeme objave: 31. kolovoza 2024